想要更直观地了解钢板管线管产地源头好货产品吗??产品视频,带你走进产品世界
以下是:钢板管线管产地源头好货的图文介绍

4、高性能低成本比:采用耐磨堆焊复合钢板虽然成本提高,价格比普通钢板约高3-5倍,比高铬不锈钢铸件便宜25%。但综合考虑机件的使用寿命、减少了维修费、停机欠产等一切人力财力的损失等,由于材料的合理利用,其性能给生产带来的是成倍的收获。
1.很高的耐磨性能
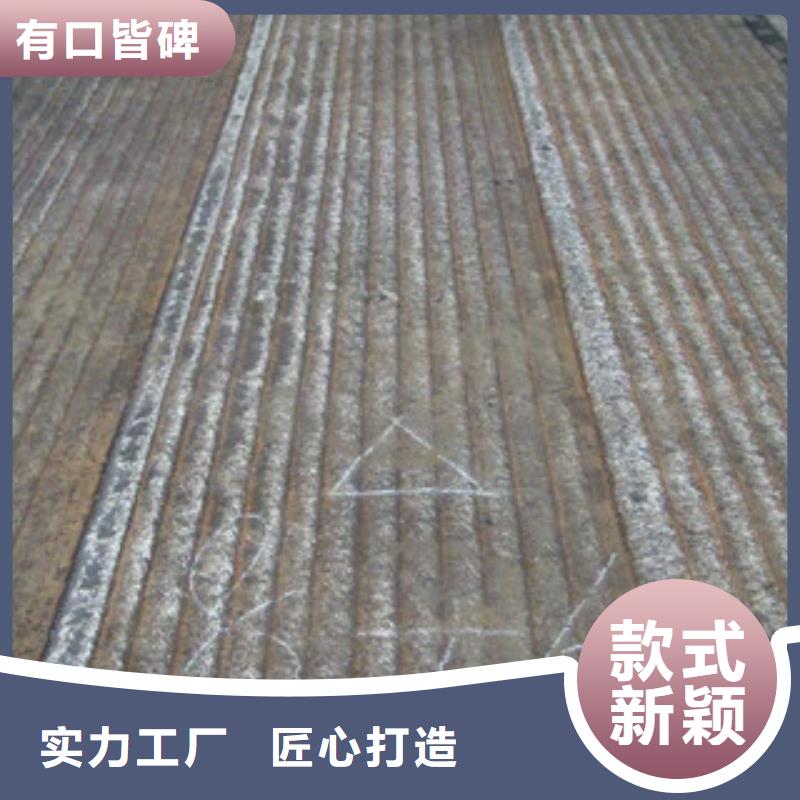
复合耐磨板耐磨层厚度3-12㎜,耐磨层硬度可以达到HRC58-62,耐磨性能是普通钢板的15-20倍以上,是低合金钢板性能5-10倍以上,是高铬铸铁耐磨性能2-5倍以上,耐磨性远远高于喷焊和热喷涂等方法。
2.较好的冲击性能
复合耐磨板是双层金属结构,耐磨层和基材之间是冶金结合,结合强度高,可在受冲击的过程中吸收能量,耐磨层不会脱落,可以应用到振动、冲击较强的工况条件下,这一点是铸造耐磨材料和陶瓷材料所不及的。


(4)预热和焊后热处理
①预热。因该钢在室温下的韧性很低,很容易在接头处产生裂纹。因此。采用同质焊接材料刚性较大的构件需进行预热,但温度不宜过高,取既能防止过热脆化,又能防止裂纹的 预热温度,一般为150~230℃。母材含铬量越高,板厚拘束度应力越大,预热温度也需适当提高。
②焊后热处理。对要求有耐蚀性的焊接结构,为使其接头组织均匀,提高塑性、韧性和耐蚀性,焊后一般需进行热处理。其温度在750~850℃之间,热处理中应快速通过370~540℃区间,应防475℃脆化,对于σ相析出脆化倾向大的钢种,应避免在550~820℃长期加热。
奥氏体焊接材料焊接时,可不进行预热和焊后热处理。为提高塑性,Cr25Ti、Cr28和Cr28Ti钢焊后也可进行热处理。



切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。



因 石油裂化管产品批次不同, 石油裂化管原材料价格不同,具体详细价格请联系我们鑫铭万通商贸有限公司(青岛分公司)的销售经理。



双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。





 扫一扫
扫一扫