我们的不锈钢无缝管_316不锈钢管客户满意度高产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:不锈钢无缝管_316不锈钢管客户满意度高的图文介绍


无缝钢管的生产是需要进行冷拔技术的,那么在冷拔的过程中可能会出现一些缺陷,冷拔时无缝钢管出现缺陷的具体原因是什么呢?无缝钢管的管料和中间管的质量不合格,而且几何尺寸也不符合要求,纵向和横向壁厚严重不均,弯曲度和椭圆度过大,化学成分不相容,力学性能不和。不遵守拔制无缝钢管前各准备工序的操作规程。主要的是锤头工艺不正确、化学处理和热处理操作不当、管端有毛刺、修磨质量不高、在运输过程中产生缺陷等;没有遵守拔管过程的操作规程。表现在无缝钢管中心线和拔制不一致、拔管模安装不正、开拔速度太快、工具选配不当、芯棒拉杆的直径过大或过小、变形量太大、芯棒送进不及时等;拔管模和芯棒的质量不好,包括光洁度差、硬度和强度低、尺寸不合、硬质合金模的镶装不正确等;拔管机失修。如拔管小车倾斜、模座或拔管模本身在中心架上安装不正等。



万宇金属材料有限公司是一家专注生产销售: 201不锈钢板,公司与大型 201不锈钢板厂家建立长期稳定的合作关系,货源充足,品种规格齐全。强调“质量”和“服务”是我公司立业的基础了解用户的需求,在服务中成长,与用户共同创新是我们的追求。
承诚信服务、恪守信誉的宗旨,在同等的质量下,完善的服务,优质的态度来答谢各界朋友的支持和厚爱,欢迎您的来电、咨询,我们将竭诚为您服务!一、质量保证,严格按用户要求标准供货,二、周到服务 电话联系及时答复运输,送货上门;节假日不休息,随到随提。



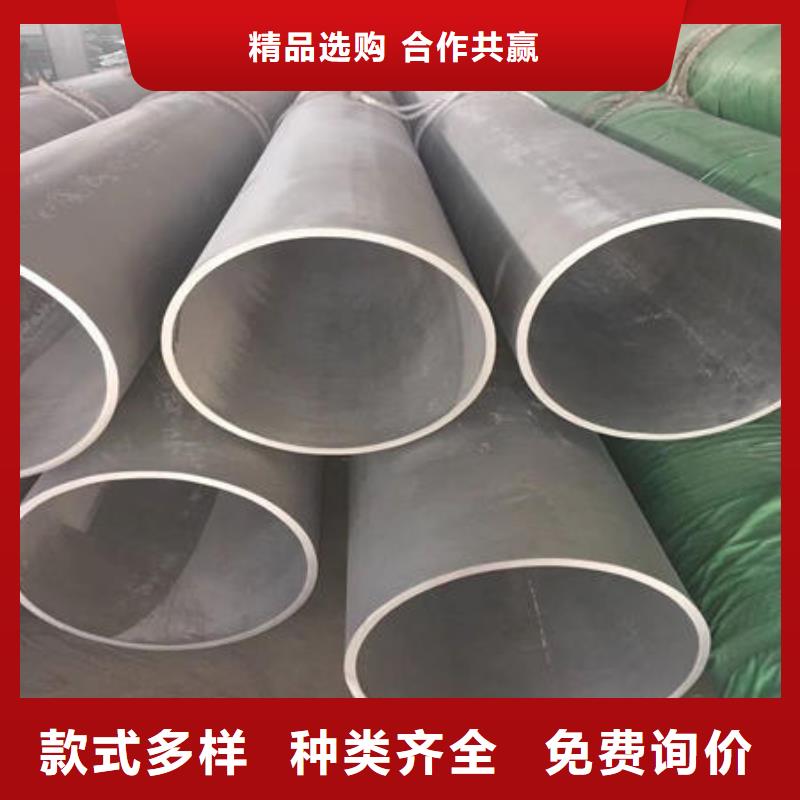
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。



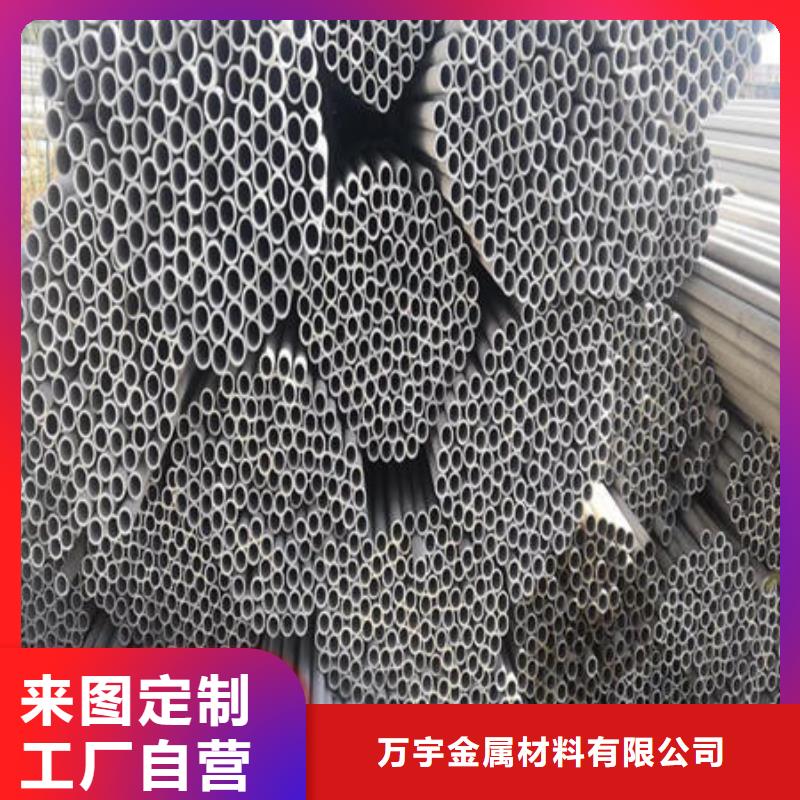
无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等;按外形分类有圆形管、异形管之分。异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等;按材质的不同,分为普通碳素结构管、低合金结构管、优质碳素结构管、合金结构管、不锈管等;按专门用途分,有锅炉管、地质管、石油管等。
热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm;外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全清除掉,清除后不得使壁厚和外径超过负偏差;钢管的两端应切成直角,并清除毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
#




 扫一扫
扫一扫